Состав:
• настольная КИМ с ЧПУ «НИИК-701»;
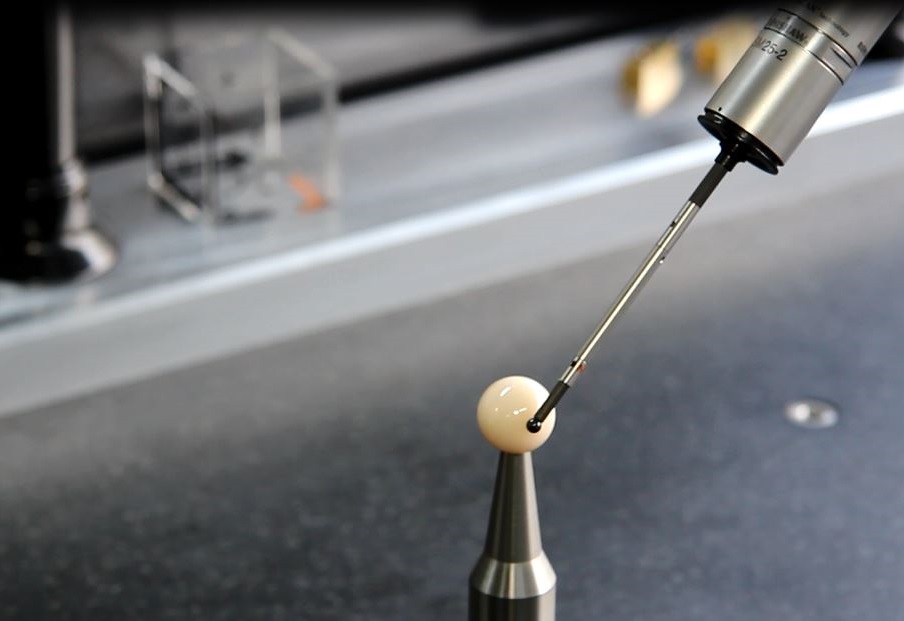
• калибровочная сфера;
• набор специальных измерительных наконечников;
• программное обеспечение для управления КИМ и обработки результатов измерения;
• электронный учебник «Автоматизация контроля в машиностроении» с интегрированным
программным модулем для проведения 7 лабораторных работ по контактным измерениям;
• набор деталей для измерения;
• приспособления и оснастка для закрепления деталей на столе КИМ.
• цифровая видеокамера и система подсветки;
• оснастка для калибровки камеры;
• программный модуль для управления КИМ и обработки результатов оптических измерений;
• программный модуль для проведения 5 лабораторных работ по оптическим измерениям;
• набор деталей для оптических измерений
• персональный компьютер
Компания ООО «Денар-проф» готова предложить своим клиентам, произвести и поставить учебные стенды по метрологии для ВПО, СПО, НПО.
Мы предлагаем Вашему вниманию стенд, стоимость комплекта 1289200 руб. Стоимость указана актуальная и действует на 1 квартал 2019 года.
Мы готовы как к осуществлению поставки оборудования, так и к полному формированию проекта, подготовке всей необходимой документации и укомплектованию лабораторию «под ключ». Наша компания на практике подтверждает свою мобильность и надежность. Качество учебных и лабораторных стендов находится на высоком уровне, вся продукция проходит ОТК. Оборудование производится в нужные для Вас сроки и по доступной цене.
Нашими клиентами уже стали сотни университетов, техникумов, колледжей и училищ по всей России и странам ближнего зарубежья. Надеемся на плодотворное сотрудничество!
Артикул: УП-99
Цена: предоставляется по запросу
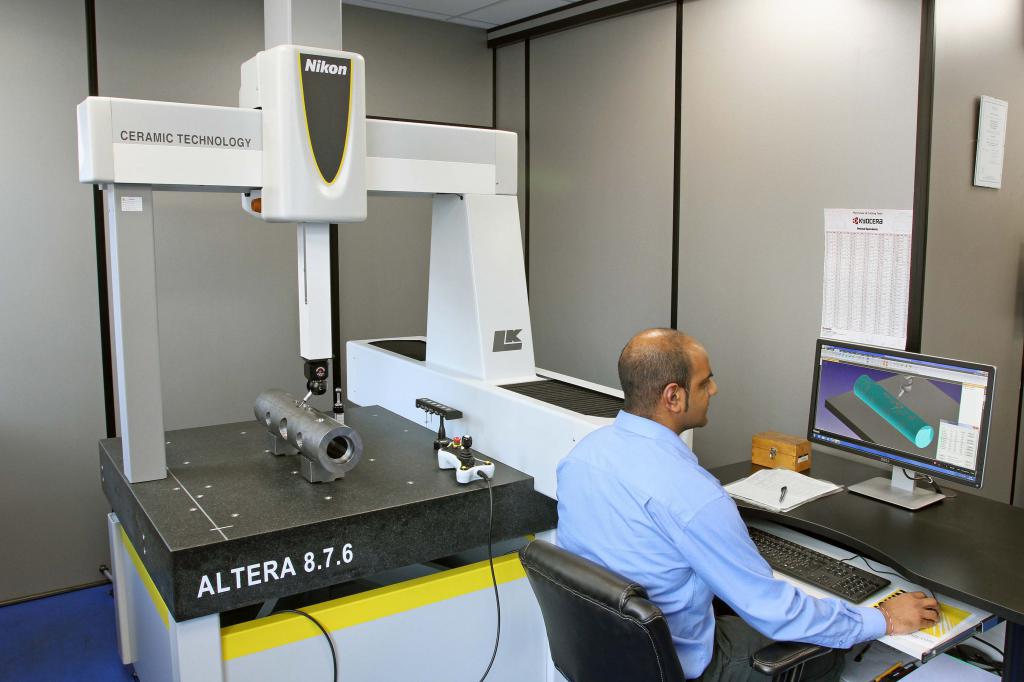
Наиболее гибким универсальным средством технических измерений в машиностроении является координатная измерительная машина с датчиком контакта. Оригинальное аппаратное и программно-математическое обеспечение учебной КИМ позволяет обучать методике координатных измерений, получать навыки проектирования операций контроля на КИМ, выполняемых в автоматическом цикле. Дополнительно поставляется оптическая головка для исследования особенностей использования технического зрения в операциях технического контроля. Машина может оснащаться фрезерной головкой и использоваться как настольный станок с ЧПУ.
Состав:
- настольная КИМ НИИК-701 или НИИК-702;
- цифровая видеокамера и система подсветки;
- оснастка для калибровки камеры;
- дополнительный программный модуль для управления КИМ и обработки результатов оптических измерений;
- дополнительный программный модуль для проведения 12 лабораторных работ по оптическим измерениям, интегрированный в электронный учебник «Автоматизация контроля в машиностроении»;
- набор деталей для оптических измерений.
Типовой комплект учебного оборудования «Координатная измерительная машина (КИМ) с ЧПУ и системой технического зрения» (12 лаб. раб.)
Характеристики
Варианты исполнений прибора:
- НИИК-701.00.000 – базовый вариант,
- НИИК-701.00.000-01 – базовый вариант, дополнительно оснащенный оптическим узлом (цифровой видеокамерой) и осветительным устройством.
| Краткие технические характеристики | НИИК-701.00.000, НИИК-701.00.000-01 |
| Рабочая зона по оси X, мм | 300 |
| Рабочая зона по оси Y, мм | 350 |
| Рабочая зона по оси Z, мм | 150 |
| Размер контролируемой детали, мм | 250×300×100 |
| Вес детали, кг | 20 |
| Модуль измеряемых зубчатых колес при использовании штатного датчика | 4 |
| Модуль измеряемых зубчатых колес при использовании датчика Ranishaw | 2 |
Примечание – ЗАО «ЧелябНИИконтроль» за отдельную плату может переоборудовать КИМ в учебный лабораторный модуль «Настольный фрезерный станок с ЧПУ». Модуль комплектуется дополнительной оснасткой, инструментами, учебно-методическим пособием для выполнения лабораторных работ.
Варианты исполнений прибора:
- НИИК-703.00.000 – базовый вариант,
- НИИК-703.00.000-01 – базовый вариант, дополнительно оснащенный оптическим узлом (цифровой видеокамерой) и осветительным устройством.
| Краткие технические характеристики | НИИК-701.00.000, НИИК-701.00.000-01 |
| Рабочая зона по оси X, мм | 300 |
| Рабочая зона по оси Y, мм | 350 |
| Рабочая зона по оси Z, мм | 100 |
| Размер контролируемой детали, мм | 220×140 |
| Вес детали, кг | 20 |
| Модуль измеряемых зубчатых колес при использовании штатного датчика | 4 |
| Модуль измеряемых зубчатых колес при использовании датчика Ranishaw | 2 |
Для обучения студентов навыкам работы с традиционными средствами измерений линейно-угловых параметров деталей предлагается несколько вариантов комплектации Лабораторного комплекса «Метрология. Технические измерения в машиностроении» (на 5, 10 и 15 лабораторных работ).
Для обучения студентов профильных учебных заведений особенностям технологий контроля типовых деталей в разных отраслях промышленности (нефтегазовый комплекс, авиационная промышленность, предприятия ОАО «Российские железные дороги» ) поставляются специализированные лабораторные комплексы:
- «АРМ контролера резьбовых поверхностей»;
- «АРМ контролера зубчатых колес»;
- «АРМ контролера железнодорожных шаблонов»;
- «АРМ контролера инструментального производства».
Поставки КИМ с ЧПУ и другого учебного оборудования осуществляются через ООО НПП «Учтех-Профи» (г.Челябинск, тел.(351) 265-59-59).
Особенности и преимущества системы технического зрения
Система технического зрения — это специальное сенсорное устройство, с помощью которого можно обеспечить получение качественных изображений, их последующую обработку и преобразование. Стоит отметить, что СТЗ имеет огромную информативную емкость и на более чем 80% влияет на уровень информативности полученных данных.
На сегодняшний день системы визуального контроля широко востребованы в разных областях науки, промышленности и техники. В частности, они используются для получения данных о местонахождении, контроля состояния объектов, распознавания любых объектов разных форм.
Обработка полученных при помощи систем технического зрения данных осуществляется иерархически. Для снижения уровня помех изображения применяется несколько видеопроцессоров.
Являясь одним из наиболее современных средств визуального контроля, СТЗ гарантирует максимальную эффективность производства. Качественная система обеспечивает рост производительности, а также существенное упрощение выполнения поставленной задачи. Рациональное использование таких элементов визуального контроля, как система технического зрения, позволяет сэкономить количество расходуемых материалов, время работы и электричество.
Компоненты системы технического зрения
В стандартном исполнении СТЗ состоит из нескольких значимых элементов:
- Цифровые камеры с оптической системой для получения изображения.
- Процессор (в большинстве случаев — встроенный, но иногда используется многоядерный процессор ПК) для работы с информацией.
- Программное обеспечение для изучения специфических параметров объектов, определения их форм, размеров.
- Каналы связи с любыми типами оборудования.
- Источники света (светодиоды, люминесцентные лампы и др.).
Принципы работы системы технического зрения
Работа данного устройства базируется на использовании компьютерного зрения. Машинное зрение невозможно сравнить с человеческим. Оно осуществляется с помощью изучения компонентов изображения, проведения быстрого и качественного анализа, а также сравнения полученных сведений с ранее заложенными в базе.
Система технического зрения применяет несколько методов обработки информации: сегментация, подсчет пикселей, декодирование, работа по контуру, бинаризация, символьное распознавание, сопоставление шаблонов и др.
Основные преимущества СТЗ
Современные системы технического зрения отличаются рядом значительных преимуществ:
- Понятный, простой интерфейс. Для обучения работе с программным обеспечением СТЗ достаточно элементарных знаний работы с техникой. Даже пользователь, никогда не имевший дело с таблицами, может использовать СТЗ. Устройство простое в настройке и не требует от работников глубоких знаний в области программирования.
- Прекрасные рабочие характеристики. СТЗ отличается высокой скоростью работы, производительностью, максимальной точностью измерений, работой в круглосуточном режиме, небольшим количеством ошибок.
- Многофункциональность. Для решения широкого спектра задач производства и науки используются специализированные системы, которые производят подсчет количества элементов на конвейере, чтение номеров серии, контроль качества приклеивания различных элементов и т.д.
Использование СТЗ гарантирует сведение к минимуму риска пропуска бракованных объектов к сбыту и позволяет довести практически до нуля возможность производственной ошибки.
Наша компания предлагает широкий спектр услуг в области установки СТЗ под ключ для контроля качества продукции. Мы специализируемся на изготовлении различных элементов системы, в зависимости от пожеланий заказчика.
Координатно-измерительная машина: описание, технические характеристики, применение
Машиностроительные предприятия все чаще интегрируют в производственные процессы высокоточное измерительное оборудование. Например, посредством контроля заготовительно-штамповочной линии можно получить детали с оптимальными геометрическими параметрами с точностью до 0,1-0,2 мкм. Особенно изготовление таких элементов важно в авиационном и космическом строительстве, где требуется применение сложных прецизионных компонентов. Также не исключается и возможность использования подобных методик в отраслях тяжелой промышленности, обслуживающей нужды широкой аудитории массового потребителя. На таких заводах и фабриках применяется координатная измерительная машина (КИМ), позволяющая контролировать процессы изготовления и обработки болванок, пуансонов, поршневых элементов, расходных частей и т. д.
Принцип работы оборудования

Весь процесс можно условно разделить на два этапа. На первом формируется координатная модель или схема, в которой распределяются контрольные точки. Количество фиксируемых плоскостей может быть разным в зависимости от типа оборудования. Простейшие модели сканируют объект в системе, построенной на осях X, Y, Z относительно базовой точки. Более технологичная 6-осевая координатно-измерительная машина строится на принципе параллельной кинематики. Это значит, что оператор получает динамичную модель в виде усеченной пирамиды, в которой присутствует 6 измерителей на подвижной каретке.
Второй этап предполагает непосредственное считывание информации о геометрических параметрах исследуемого объекта. Для этого задействуются щупы или датчики, сканирующие целевую деталь. Существуют контактные и бесконтактные виды щупов – соответственно, первые взаимодействуют с рабочей поверхностью, а вторые действуют по принципу волнового излучения. Типовые координатно-измерительные машины в машиностроении обычно работают на пьезоэлектрических датчиках, которые могут дополняться механико-электрическими контакторами. Это традиционная сканирующая оснастка, к недостаткам которой относят высокую погрешность, обуславливаемую разностью в силе касания щупов. И здесь стоит обратиться к существующим способам контроля, которые регулярно совершенствуются.
Методы контроля
В системах первого поколения применялся плазово-шаблонный способ счета геометрических данных, но сегодня предприятия переходят на бесплазовый. Принципиальная разница между этими методами заключается в отказе от физических шаблонов и форм, благодаря которым осуществлялся контроль. В новых модулях КИМ используется электронная модель, которая предоставляет на выходе трехмерную «картину» на базе математических расчетов. Чем выгодна такая координатно-измерительная машина? Прежде всего, унификацией комплекса данных, которые можно использовать и для других расчетов. Собранная информация заносится в базу данных и автоматически переправляется на другие участки контроля, занимающиеся исследованием смежных частей. В итоге оптимизируется и производственный процесс, и техника высокоточной подгонки деталей между собой. При этом и в сегменте бесплазовых методов есть свои технологические ответвления. Следует различать голографические, оптические и фотограмметрические способы контроля. Самым же перспективным считается лазерный способ сканирования объекта.
Особенности лазерного контроля
По сути, цифровой метод, отличающийся гибкостью в формировании моделей с поддержкой разных видов измерения – например, углового и линейного. В процессе сканирования образуется лазерный луч с применением дифракционного эффекта. Такой контроль чаще используется в изготовлении хвостовиков, трансмиссионных элементов, шасси и т. д. С помощью фотоприемного устройства также реализуется непараллельное обследование параметров изделия. В этом случае лазерная координатно-измерительная машина позволяет определять размеры отверстий, дефектов смещения, вибрационные и другие характеристики. В дальнейшем по результатам диагностики инженер выносит решение о балансировке или частичной механической доводке агрегата. Для измерения нагрузок используют лазерную авторефлекцию. Эта технология фиксирует показатели смещения при статической нагрузке на целевую поверхность редукторов и валов технических средств.
Характеристики КИМ

По своим размерам и конструкции такие машины напоминают промышленные обрабатывающие агрегаты, но основные рабочие характеристики отражаются в более точных контрольно-измерительных единицах и технических данных. К таким можно отнести следующие параметры типовой модели:
- Погрешность замера – диапазон от 0,1 до 0,1 мм.
- Перемещение щупов по осям – 700-1000 мм. Причем в одной установке характер движения по разным осям может отличаться.
- Максимально допустимый вес для заготовки – промышленная координатно-измерительная машина способна обслуживать детали массой до 1000 кг.
- Мощность – в среднем 1500 Вт.
- Напряжение – 380 Вт с допуском колебаний до 10 %.
- Рабочие температуры – 10-35 °С.
Классификация машин по способу управления

Модели, применяющие современные методы измерения, преимущественно управляются через дистанционные панели. Реализуется принцип программного контроля, на котором строится работа измерительных приборов на базе CNC (числовое программирование). Основная же часть контрольно-измерительных систем сегодня работает по комбинированным схемам. Это предполагает сочетание механического и электронного управления с элементами автоматизации. Передовая аппаратура и вовсе предусматривает связку тех же щупов с параллельно функционирующим производственным оборудованием, на котором выпускаются смежные детали.
Используется и традиционная конфигурация ручного управления. В этом случае оператор координатно-измерительной машины находится непосредственно на линии контроля и взаимодействует с техникой посредством специального джойстика. Эта модель применяется в плазово-шаблонных агрегатах и постепенно уходит в прошлое.
Классификация по конструкционному исполнению

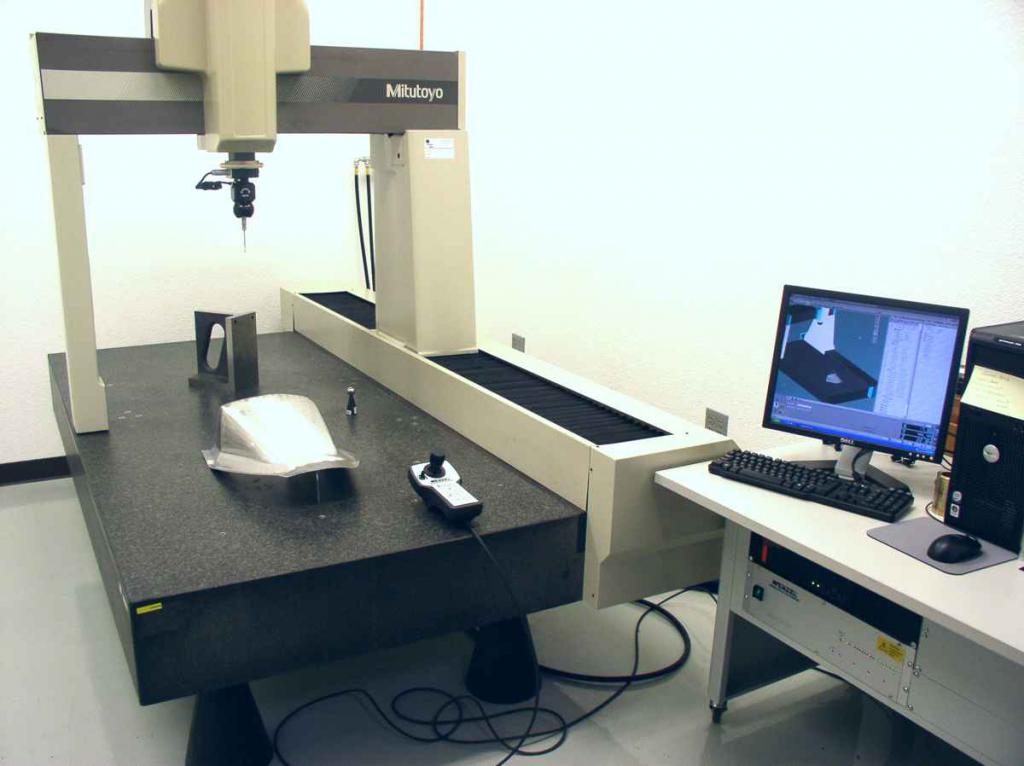
В зависимости от условий эксплуатации и задач обработки могут использоваться горизонтальные, вертикальные и мостовые типы КИМ. В первом варианте обеспечивается высокая точность, обусловленная жесткостью конструкции. Оператор в этом случае получает возможность прямого доступа к внутренней структуре целевого объекта. На практике горизонтальные установки чаще применяются в обслуживании мелких деталей. Вертикальные координатно-измерительные машины считаются наиболее точными, поэтому их используют в ответственных метрологических исследованиях. Но, для использования такого оборудования потребуется термостатирование цеха, а также высокие затраты на обслуживание системы. Что касается мостовых машин, то они благодаря износостойкой оснастке позволяют работать с крупноформатными изделиями.
Мобильные и стационарные КИМ

В основном применяют стационарные машины на конвейерных линиях, ориентированных на конкретные задачи обслуживания заготовок с определенными параметрами. Но при обработке уникальных крупногабаритных заготовок может потребоваться обследование «на выезде». В этом случае потребуется портативная координатно-измерительная машина, обеспеченная многоосевыми органами контроля. Несколько функциональных рукавов с чувствительными датчиками анализируют объект на расстоянии, посылая данные в компьютер или другое обрабатывающее информацию устройство.
Применение КИМ
Контрольно-измерительные системы в разных исполнениях требуются на машиностроительных, авиационных, металлургических и других предприятиях. На небольших заводах и в мастерских, например, часто используют компактные агрегаты с ручным управлением. Точный контроль в данном случае позволяет выпускать эксклюзивные мелкие детали с правильной геометрией. В сложных технологических процессах применение координатно-измерительных машин оправдывает себя и как способ объединения нескольких этапов производства. Например, контрольный узел может выступать центром сбора информации о всех частях и деталях конструкции или готового технического средства, что минимизирует и риск допуска ошибок.
Заключение
Внедрение КИМ в производственный процесс давно стало показателем современного подхода к деятельности предприятия. Отказ от устаревших подходов к контролю элементов и оснастки с задействованием шаблонов повышает и качество сборки, и технологическую эффективность рабочего участка. В то же время и новое поколение измерительных приборов для контроля геометрических параметров регулярно улучшается в разных аспектах. Так, передовым направлением развития можно назвать бесконтактные лазерные сканеры, отличающиеся удобством применения и высокой точностью анализа. Единственным недостатком прогрессивных систем этого типа является высокая стоимость и дороговизна обслуживания. На данном этапе лазерные модели координатно-измерительных установок доступны только крупным производственным комплексам, а также исследовательским центрам.
Координатно-измерительные машины
Читайте также:
- БЫТОВЫЕ СТИРАЛЬНЫЕ МАШИНЫ
- В о д о о т л и в н ы е с р е д с т в а ПММ-2 предназначены для откачки воды из корпуса ведущей машины и понтонов.
- Виртуальные машины
- Во-вторых, никогда не используйте совпадения для создания финала. Это «бог из машины» – самый великий грех сценариста.
- Вспомогательные машины
- Движение машины на воде
- Длинноходовые сверла и бурильные машины
- И МАШИНЫ. ОСНОВНЫЕ ПРИНЦИПЫ
- Когда машины обретут сознание
- Лекция 6. Исполнительные механизмы органов управления (рулевые машины).
- Максимальный (критический) момент асинхронной машины
Контроль корпусных деталей всегда был сложной метрологической задачей. Кроме традиционного контроля на плите с помощью различной оснастки, его иногда делали с помощью высокоточных расточных станков, где режущий инструмент заменяли измерительным. Распространение станков с ЧПУ резко обострило метрологические проблемы при контроле корпусных деталей. Обработка детали на ЧПУ занимает на станке 3–4 часа, а контроль на плите 2–3 смены. Наиболее эффективно можно проконтролировать корпусные детали и детали сложного профиля с помощью координатно-измерительных машин (КИМ).
КИМ стали необходимой частью современного производства и в метрологии произвели такую же революцию как станки с ЧПУ в технологии. Возможность обойтись без шаблонов, оправок, втулок другой узко специализированной оснастки дает те же выгоды, что и отказ от системы кондукторов в технологии. Способность КИМ быстро и точно оценить полученные данные и обеспечить оператора исчерпывающей информацией о состоянии производственного процесса, и является тем, что отличает КИМ от ручных измерительных приборов всех видов. Современные КИМ имеют 3–4 координаты.
На КИМ реализуется взаимное перемещение измерительной головки и детали либо в пространственной декартовой, либо в цилиндрической системе координат, и фиксируется координата касания головки.
Компоновки КИМ бывают консольные и портальные.
Наиболее распространенной компоновкой является портальная (рис. 15.1,б и г), которая дает возможность достичь наибольшей точности и сравнительно удобна в обслуживании. Портальная компоновка обладает высокой жесткостью и хорошими динамическими свойствами. Консольные компоновки (рис. 15.1,а и в) используются для облегчения загрузки измеряемых деталей и облегчения процесса измерения.
Рис. 15.1. Виды компоновок координатно-измерительных машин
Типоразмеры – КИМ охватывает наибольшие размеры измеряемых деталей, от 100–500 мм до 8–16 метров.
Общий вид КИМ модели Contura G2 представлен на рис. 15.2 со всеми основными узлами и системами. В комплект КИМ также входит программное математическое обеспечение.
Рис. 15.2. Общий вид координатно-измерительной машины Contura G2
Непосредственное измерение деталей осуществляется на базовой части машины, включающей массивное основание, на котором посредством предметного столика устанавливается деталь. Относительно детали по трем координатным осям перемещается головка. Измерительная головка при соприкосновении ее наконечника с измеряемой деталью выдает командный сигнал для отсчета показаний измерительных систем, остановки и реверса движений. Всем процессом измерения управляет персональный компьютер с периферийными устройствами для ввода программ и исходной информации, для управления, выдачи результатов измерения. Данная машина имеет погрешность измерения D = 1,8 + L/300 мкм, где L – измеряемый размер в м.
Рис. 15.3. Координатно-измерительная машина FARO ARM
Оригинальную компоновку имеют переносные КИМ американской фирмы FARO (рис. 15.3), они предназначены для контроля крупных корпусных деталей, например корпусов летательных аппаратов. У КИМ FARO ARM в качестве измерительных систем используются угловые датчики положения, линейные координаты потом пересчитываются компьютером. Возможность появления такой машины появилась только благодаря развитию вычислительной техники.
Направляющие координатно-измерительных машин, по которым осуществляется перемещение по координатным осям выполняют аэростатическими или шариковыми и роликовыми. Опоры часто делают из твердокаменных материалов (гранит, диабаз). Они лучше в отношении силовых и температурных деформаций.
Машина работает следующим образом. По предварительно составленной программе автоматически производится измерение координат отдельных точек на детали в системе координат, которую образуют линейные перемещения указанных узлов. Для этого один из измерительных наконечников вводится в контакт с поверхностью в измеряемой точке, и считываются координаты точки. Таким образом, измеряются координаты необходимого количества точек на детали, и эта информация автоматически поступает в компьтер. Здесь на основе полученной информации рассчитываются измеряемые геометрические параметры.
Результаты измерения могут быть представлены в виде печатных протоколов, а также в виде графиков, на которых изображаются: номинальный контур измеряемой поверхности, его номинальное положение, график погрешностей формы фактической поверхности, представленный относительно номинального, отклонения положения фактической поверхности. Может быть графически изображен эскиз измеряемой детали с необходимыми обозначениями, например, положения измеряемого сечения.
Программа статистической обработки позволяет анализировать протекание технологического процесса по результатам измерения, например, его стабильность.
КИМ выпускают обычно двух версий: ручные и автоматические. Выбор зависит от целей их использования. Если вы контролируете геометрию и размеры несложных деталей или измеряете небольшие группы различных деталей, наиболее рационально использовать ручную КИМ. Программное математическое обеспечение ручных КИМ позволяет решать метрологические задачи различной сложности. При необходимости измерения большого количества деталей средней сложности или требования повышенной точности измерений, целесообразно использовать автоматические КИМ. Они ведут процесс измерения автоматически и исключают влияние оператора на результаты измерений.
Точность измерения КИМ в абсолютных величинах относительно невысокая. Колеблется от 0,0002 м до 0,2 мм. Но относительная погрешность (отношение к перемещению) вполне достаточна для линейных измерений деталей сложной формы.
Современные КИМ оснащены электронно-вычислительными машинами, которые управляют процессом измерения и обрабатывают полученные результаты.
Применение ЭВМ в современных КИМ, кроме всего прочего, позволяет:
1. Применять математическое базирование детали независимо от ее действительного расположения относительно элементов измерительной машины;
2. Проводить измерения по типовым программам;
3. Составлять протоколы на результаты измерения;
4. Составлять программы измерения для деталей оригинальной формы;
5. Вводить корректировку в существующий технологический процесс с целью повышения точности обработки.
Глава 16.
Дата добавления: 2014-11-18 ; Просмотров: 3341 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Координатно-измерительные машины и их применение
технические науки
- Чапала Олеся Викторовна , бакалавр, студент
- Рязанский государственный радиотехнический университет
- СИСТЕМА КООРДИНАТ
- ЩУП
- КООРДИНАТНО-ИЗМЕРИТЕЛЬНАЯ МАШИНА
Похожие материалы
Трехкоординатные приборы позволяют решить ряд новых задач измерительной техники, которые ранее традиционными методами не решались, или были трудоемкими и тем самым тормозили развитие производственного процесса. Появилась необходимость ввести такие способы контроля, которые будут соответствовать темпам обработки. Станки с ЧПУ позволили значительно повысить производительность обработки, но надежда обойтись без контроля обрабатываемых на них деталей, не оправдалась. Необходимо проверять состояние и наладку станков с ЧПУ, контролируя первую изготовленную деталь. Причем зачастую эти детали сложной геометрической формы с большим количеством размеров.
Принцип работы координатно-измерительных машин (КИМ) основывается на том, что имеется возможность измерить перемещение щупа относительно контролируемых объектов по трем пространственным осям Х, У, Z. Математический отсчет по измеренным точкам ведется в цифровой форме. Так как при замере некоторых линейных и угловых величин ряд размеров может быть получен только путем вычислений, а также для того чтобы получить результат измерений в более удобной форме (в виде протоколов и графиков) в сочетании с КИМ используется ЭВМ. На ЭВМ и периферийные устройства (мониторы, принтеры и другие) перекладываются наиболее трудоемкие операции контроля деталей сложной пространственной формы: вычисление, установка детали и щупов относительно баз, составление протоколов. На КИМ можно измерять в любой из трех систем прямоугольных координат: в машинной, соответствующей осям, по которым перемещается щуп; в нормальной системе, соответствующей осям детали (деталь при установке чаще всего бывает смещена по всем трем осям КИМ); вспомогательная, которая может быть смещена по трем осям от нормальной системы (эта система используется для измерения размеров на наклонных поверхностях детали). Благодаря использованию в КИМ ЭВМ пересчет из одной системы в другую осуществляется автоматически, без участия человека.
Основными конструктивными элементами КИМ являются[1]: механическая часть, которая обеспечивает установку контролируемой детали и ее перемещение относительно системы ощупывания или наоборот, системы ощупывания относительно любой точки неподвижной детали; система ощупывания, фиксирующая координаты, в которых щуп касается точки объекта; измерительная часть, которая измеряет координаты, измеренные при перемещении стола или системы щупов по каждой из осей координатно-измерительной машины; система привода и управления перемещениями подвижных органов КИМ и щуповой системы; система обработки результатов измерений.
Основными характеристиками для механической части КИМ являются габаритные размерами, форма и масса контролируемых деталей и имеющиеся возможности ощупывающей системы. По конструкции измерительная система может быть трех видов: консольная, портальная и мостовая.
Консольная конструкция позволяет производить установку и контроль детали наиболее простым способом, но в тоже время ее жесткость и координатные перемещения становятся меньше.
Портальная конструкция сочетает в себе портал и консоль, благодаря этому обеспечивается более высокая жесткость и большие координатные перемещения. При этом сохраняется удобство загрузки детали, так как во время загрузки портал можно отвести на расстояние от измеряемых деталей.
Мостовая конструкция состоит из консоли, располагающейся между двух передвижных колонн и имеющей наибольшую жесткость и наибольший размер перемещений по осям. Однако присутствие в мостовой конструкции боковых колонн ограничивает доступ к детали и снижает диапазон измерений.
Чтобы выбрать перемещающийся элемент КИМ необходимо оценить геометрические параметры и массу детали. Крупногабаритные, громоздкие и тяжелые детали необходимо устанавливать на массивный неподвижный стол. При измерении легких, маленьких деталей зачастую применяют столы с перемещающимся по одной (Х) или двум (Х и У) координатам. Стол и направляющие изготавливают из серого чугуна, стального литья, а в последнее время из твердых каменных пород, например, таких как гранит.
Система ощупывания определяется и параметрами детали, и процессом измерения. Выбор метода ощупывания (формы контактирующего элемента и принцип действия головки) зависит от множества факторов, связанных с деталью и задачей измерения, и в свою очередь влияет на точность измерения, условия обслуживания КИМ, возможную степень автоматизации и производительность. Применяемые щуповые головки по принципу действия делятся на механические, электроконтактные, индуктивные и др. Механические щупы жестко крепятся к подвижной пиноли и имеют различную форму: конусный наконечник применяют для определения расстояний между отверстиями; сферический – для измерения плоских цилиндрических или выпуклых поверхностей; плоские – для измерения выпуклых поверхностей; дисковые – для измерения глубоких поверхностей или внутренних канавок и т. д. В сочетании с жесткими наконечниками используются различные удлинители и крепежный кубик (сфера) на конце пиноли, обеспечивающий установку щупа в любом направлении. Жесткие щупы применяют при ручном ощупывании и управлении; измерительное усилие и положение контакта зависят от усилия рук. Отсчет производится при стабилизации показания на отсчетном приборе. Электроконтактные щупы основаны на использовании замыкания токовой цепи в момент контакта щупа с деталью. При этом выдается звуковой и световой сигнал на снятие отсчета. Такой щуп малонадежен и не применим при токонепроводящих деталях. Другим вариантом электроконтактного щупа является электроконтактный преобразователь, замыкающий или размыкающий электрические контакты во время касания.
Применение ЭВМ совместно с КИМ дало возможность развитию полной автоматизации процесса измерения, которую тормозит необходимость замены щупов, так как детали имеют сложную геометрическую форму и некоторые точки труднодоступны для измерения одним щупом, поэтому требуется применение различных щупов. Наиболее удобным к применению является набор наконечников из пяти штук, они соединены между собой в одном корпусе. Каждый из наконечников чувствителен к перемещению по трем осям (Х, У и Z), благодаря тому что в конструкции имеется три индуктивных преобразователя. Такая система ощупывания может быть использована как датчик касания – в таком случае измерения перемещения щупа выполняются измерительной частью КИМ, и как индикатор, показывающий отклонение – в этом случае измерения малых перемещений наконечника выполняются системой ощупывания с помощью индуктивного преобразователя, значение которого со знаком плюс или минус суммируются с показаниями измерительной части КИМ, причем данные математические операции производятся до обработки результатов измерений.
Измерительная часть служит для измерения перемещений щупа или стола по трем осям рабочего пространства КИМ. Конструктивно она может быть фотоэлектрической, линейной или круговой индуктивной, лазерной.
Привод и управление КИМ определяют производительность, точность и удобство обслуживания. Ручной подвод пиноли к месту измерения применяется в КИМ с малыми диапазонами измерениями и неавтоматизированных. При этом возрастают погрешности из-за влияния температуры руки оператора и нестабильности измерительного усилия. При моторном приводе применяются два варианта управления – цифровое перфорационное через управляющие блоки и числовое управление через микроЭВМ, служащей для обработки измеренных значений.
Полезный эффект от использования КИМ во многом зависит от способа обработки данных. В случае когда в КИМ не используется ЭВМ, все необходимые расчеты по чертежам и запись результатов должен выполнять сам оператор. Первой предпосылкой для автоматизации измерительной системы стало подключение печатающего устройства, но недостатком этого способа стало то, что размеры деталей на чертеже должны были быть даны исключительно в значениях координат. Второй уровень автоматизации – это применение ЭВМ для вычислений и распечатки протоколов, третья ступень автоматизации – полностью автоматизированные КИМ. В них возможен автоматический ввод программы, автоматическое управление подвижными узлами КИМ, автоматическая обработка данных измерений и оценка результатов. Все эти задачи решаются путем составления программ для ЭВМ в составе КИМ.
Применение координатно-измерительных машин на производстве способствует решению многих метрологических задач, таких как: оперативное измерение геометрических размеров простых и сложных деталей, включая детали, измерение которых может вызвать затруднение и потребовать больших материальных и физических затрат; сокращение времени на наладку станков ЧПУ, изготавливающих проверяемые детали; исключение брака, путем постоянного контроля точности процесса обработки деталей.
Список литературы
- Гапшис В. А., Каспарайтис А. Ю. Координатно-измерительные машины и их применение. – М.: Машиностроение, 1988
Электронное переодическое издание зарегистрировано в Федеральной службе по надзору в сфере связи, информационных технологий и массовых коммуникаций (Роскомнадзор), свидетельство о регистрации СМИ — ЭЛ № ФС77-41429 от 23.07.2010 г.
Соучредители СМИ: Долганов А.А., Майоров Е.В.
Учебное оборудование: автоматизированный стенд для измерения шероховатостей, координатная измерительная машина с ЧПУ и системой технического зрения
Участники и результаты
Государственное бюджетное Профессиональное Образовательное учреждение Республики Крым «Феодосийский Политехнический Техникум»
44-ФЗ, Электронный аукцион
Чтобы смотреть документы в системе, даже когда
zakupki.gov.ru не работает, нужно оплатить систему.
ИНН 9108010850 КПП 910801001
| Наименование | Кол-во | Цена за ед. | Стоимость, ₽ |
|---|---|---|---|
- http://m.newstyle-y.ru/high-school/metrology/avtomatizirovannye-laboratornye-kompleksy/item_5128/
- http://www.rzulo.ru/products/tipovoi-komplekt-ychebnogo-oborydovaniyakoordinatnaya-izmeritelnaya-mashina-kim-s-chpy-i-sistemoi-texnicheskogo-zreniya-12-lab-rab-
- http://www.toolmaker.ru/studyContent.htm
- http://www.techtrends.ru/techdept/techarticles/sistemy_tehnicheskogo_zreniya.php
- http://www.syl.ru/article/373469/koordinatno-izmeritelnaya-mashina-opisanie-tehnicheskie-harakteristiki-primenenie
- http://studopedia.su/12_50276_koordinatno-izmeritelnie-mashini.html
- http://novainfo.ru/article/10054
- http://zakupki.kontur.ru/0375200043317000004
- http://navodki.ru/tenders/15914563